

 簡體中文
簡體中文 English
English新聞中心
聚焦多級泵、離心泵、潛污泵等產品技術,分享水泵選型、維護保養、節能改造干貨,同步行業政策與前沿資訊。


機械密封依靠精密摩擦副、彈性補償機構與輔助密封件協同配合,實現泵軸無泄漏運行。動靜環、密封圈、彈簧三大構件的材質搭配,直接決定密封性能與耐用程度。遵循硬軟配對原則、結合工況科學選材,是延長機械密封壽命、…
機械密封故障大多源于裝配偏差、操作不當與維護疏忽。嚴格把控安裝精度、規范拆裝流程、遵循啟停標準、做好日常巡檢,能夠大幅降低密封損壞概率,延長使用壽命。在實際生產運維中,需杜絕暴力拆裝、空轉運行、壓力驟變…

獲取南元泵業聯系方式、南元泵業工廠電話、南元泵業官方聯系電話,直接對接品牌總部與生產基地,是保障水泵采購、技術咨詢、售后維保高效推進的核心。建議優先撥打全國 400 熱線400-808-9008,如需對接生產或大批量訂…

機械密封絕大多數故障均可通過前期選型匹配、精準安裝校準、規范日常操作實現有效規避。在實際應用中,嚴格依照介質溫度、壓力、腐蝕特性選定密封型號,嚴控泵體裝配精度,杜絕空轉干磨、壓力驟變、超負荷運行等違規操…
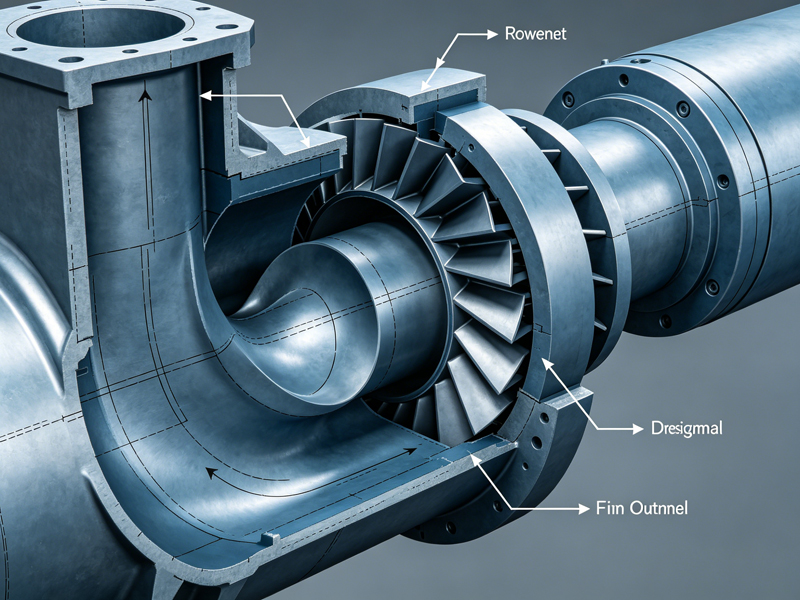
蝸殼與導輪作為離心泵核心固定過流部件,直接決定水泵能量轉換效率、運行平穩度及使用壽命。蝸殼制造簡易、高效區間廣,導輪承壓性強、多級增壓穩定。充分掌握二者結構特性、工作原理及適配工況,有助于在設備選型、生…

南元水泵選型是一項綜合性技術工作,需嚴格遵循工況適配、高效節能、運行穩定、經濟合理的基本原則。通過收集介質、溫度、流量、揚程、管道數據,科學計算參數并合理布置管路,精準匹配泵型。合理選型不僅能避免空轉、…

潛水泵與離心泵均依靠離心力實現液體輸送,是流體行業應用最廣泛的通用水泵。二者工作原理相近,但安裝方式、結構形式、使用工況、適用場景差異明顯。本文分別介紹兩種水泵的結構、工作原理、構造特點,并做專業對比,…
多級離心泵使用壽命、運行穩定性完全取決于日常維護水平。嚴格執行開機檢查、平穩運行、定期換油、磨損件更換、冬季防凍等保養流程,能夠有效減少氣蝕、泄漏、軸承燒毀等常見故障。企業運維人員應建立巡檢臺賬,規范啟…

在流體輸送工業領域,品牌不僅是企業辨識度的標識,更是技術實力、產品品質與服務理念的綜合凝練。隨著工業升級與國產替代進程加速,泵業行業競爭逐步從價格比拼轉向品牌價值角逐。浙江南元泵業有限公司深耕泵業領域,…
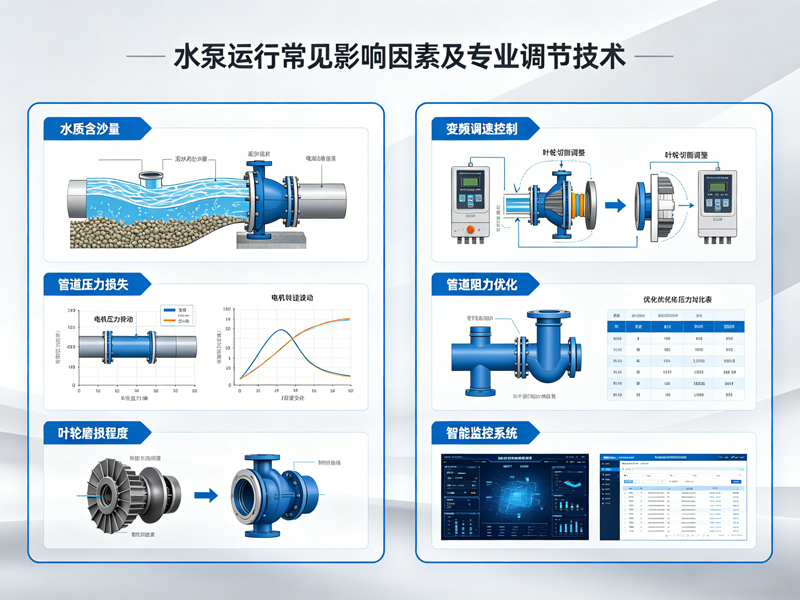
在工業流體輸送系統中,離心泵、多級泵、管道泵應用廣泛。水泵在實際工作過程中,極易受管路工況、調節方式、啟動操作、內部能量損耗等因素影響,從而改變運行效率、使用壽命及穩定性。本文針對水泵日常運行中最關鍵的…

在過去很長一段時間里,國內泵業市場長期依賴進口設備。多數采購選型習慣性將進口水泵作為優先參考,反復對比國內外產品性能、材質與穩定性,國產水泵一度陷入認可度偏低的行業困境。伴隨中國制造升級、國產替代浪潮興…
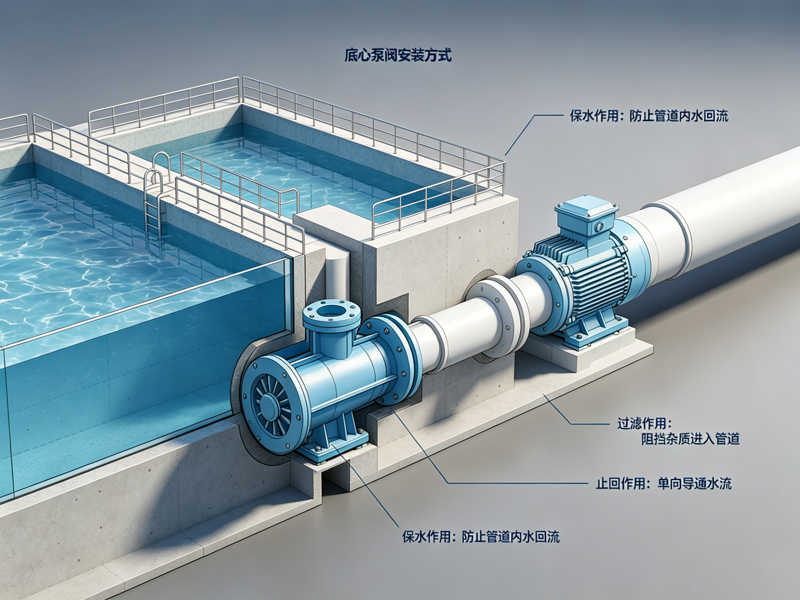
底閥雖結構簡單、成本低廉,卻是低位取水離心泵不可或缺的配件。其核心作用為保水止回、杜絕空轉、過濾雜質、簡化操作,解決普通離心泵無自吸能力的行業痛點。在實際工程選型中,水池取水、河道抽水、低位吸水工況建議…

